Gold Ore CIP (Carbon-in-Pulp) Gold Extraction Process
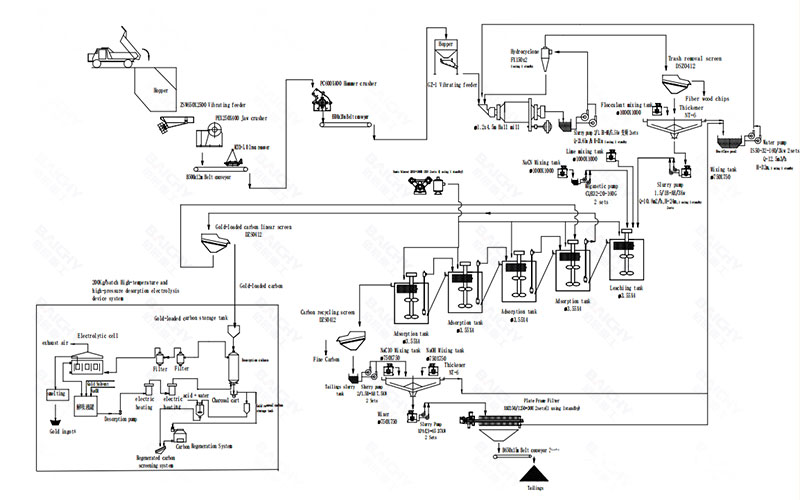
The CIP (Carbon-in-Pulp) beneficiation process for gold mines is currently one of the most widely applied wet-process gold extraction technologies in the industry. Its core principle involves grinding the ore to ensure the complete liberation of gold particles, utilizing a cyanide solution to dissolve the gold and form gold-cyanide complexes, and subsequently adsorbing and concentrating the gold using activated carbon. The process concludes with desorption, electrowinning, and smelting to produce gold ingots. The entire operation requires no additional solid-liquid separation steps and offers distinct advantages such as high recovery rates (reaching over 90%-95%), strong adaptability to various ore types, and controllable environmental impact. It is primarily suited for the processing of quartz-vein gold deposits, oxidized ores, disseminated ores with uniform gold distribution, and low-grade gold ores (1–3 g/t). The entire workflow is Pided into seven major core stages; these stages are tightly integrated with precise parameter control to ensure both efficient gold extraction and compliance with environmental standards.
I. Ore Crushing and Grinding Stage (Core Pre-treatment)
The primary objective of this stage is to crush and fine-grind large blocks of raw ore, ensuring the complete liberation of gold particles from the gangue (waste rock). This creates the necessary conditions for subsequent cyanide leaching and serves as one of the critical prerequisites determining the ultimate gold leaching rate.

Primary Jaw Crusher
1. Ore Crushing: A three-stage, closed-circuit crushing flow sheet is employed. The ore passes sequentially through a jaw crusher (coarse crushing: feed size ≤ 600 mm, discharge size ≤ 150 mm), a cone crusher (intermediate crushing: feed size ≤ 150 mm, discharge size ≤ 50 mm), and a second cone crusher (fine crushing: feed size ≤ 50 mm, with a final discharge size of -12 mm accounting for ≥ 95% of the product). This process is integrated with vibrating screens for classification; any oversized coarse particles are returned to the crushers for re-crushing, thereby ensuring uniform particle size distribution in the crushed ore and meeting the specific requirements for the subsequent grinding stage. Additionally, regular inspections of the crusher liners are conducted to monitor wear levels; liner wear must be maintained within a limit of ≤ 20 mm to prevent oversized particles from entering the downstream process and negatively impacting subsequent operations.

Ball Mill
2. Grinding and Classification: The crushed ore enters a closed-circuit grinding system consisting of a ball mill and a hydrocyclone. The primary objective is to precisely control the grinding fineness; typically, the requirement is for 85%–95% of the material to pass through a -200 mesh screen (this can be adjusted to 65%–80% depending on the ore's grindability) to ensure that the gold particles are fully exposed. During the grinding process, the hydrocyclone performs the classification function: it directs the properly sized fine slurry (overflow) to the subsequent processing stages, while returning the oversized coarse slurry (underflow) to the ball mill for further grinding. Simultaneously, the system maintains the overflow concentration at 35%–40% and limits the -200 mesh fraction in the underflow to ≤20% to prevent over-grinding—which can lead to the formation of fine slimes—and to avoid increasing the difficulty of subsequent adsorption processes.
II. Pre-leaching Pre-treatment Section (Ensuring Leaching Efficiency)
The slurry resulting from the grinding process undergoes pre-treatment steps—such as thickening and alkalinity adjustment—to remove excess water and modify the slurry's physical and chemical properties. These steps serve to prevent the decomposition of cyanide reagents and to eliminate harmful impurities, thereby establishing a stable reaction environment for the subsequent cyanide leaching process.
1. Slurry Thickening: The ground slurry enters a thickener to remove excess water and adjust the slurry concentration to 40%–45% (or 45%–50% in certain specific scenarios) to meet the concentration requirements of the subsequent cyanide leaching stage. Concurrently, an anionic polyacrylamide flocculant is added (at a dosage of 5–10 g per ton of ore) to accelerate the settling of the slurry solids. This process is controlled to maintain the thickener underflow concentration between 38% and 45%, while ensuring the overflow turbidity remains ≤50 NTU, thereby preventing the loss of gold-bearing solids carried away in the overflow stream.
2. Slurry Alkalinity Adjustment and Impurity Removal: Lime (serving as a protective alkali) is added to the thickened slurry to adjust its pH value to a range of 10.5–11.5. This adjustment prevents the decomposition of cyanide reagents in the presence of acidic conditions during subsequent processing stages and simultaneously suppresses interference from harmful impurities. The concentration of the prepared lime milk is maintained within a range of 10%–15%, and the dosage is dynamically adjusted based on the specific acidity or alkalinity of the raw ore feed. Furthermore, it is necessary to control the concentrations of copper ions and arsenic ions in the slurry to ≤ 50 mg/L and ≤ 10 mg/L, respectively. Harmful impurities are removed by adding lime to precipitate heavy metal ions and using activated carbon to adsorb organic impurities. Daily sampling and analysis of impurity levels are conducted to ensure that the subsequent leaching process remains unaffected.
III. Cyanide Leaching Section (Core of Gold Dissolution)
This section constitutes the core stage for converting solid-state gold into soluble gold-cyanide complexes. Gold dissolution is achieved through the combined action of cyanide and oxygen. The reaction parameters must be strictly controlled throughout the process to ensure that the gold leaching recovery rate meets the required standards.
The pre-treated slurry is fed into a series of leaching agitation tanks (typically comprising 5 to 10 tanks arranged in series). A sodium cyanide solution is added to the tanks, while air is simultaneously sparged in to provide oxygen. Under alkaline conditions, the gold reacts with the cyanide and oxygen to form water-soluble gold-cyanide complexes [Au(CN)₂⁻]. The key control parameters for the leaching process are as follows: the free cyanide concentration is maintained between 0.02% and 0.05% (by mass), ensuring it does not drop below 0.01% by the end of the leaching cycle; the dissolved oxygen level in the slurry is maintained at ≥ 8 mg/L; the slurry residence time is set between 24 and 48 hours to ensure a gold leaching recovery rate of ≥ 90%; and the slurry temperature is controlled within the range of 15°C to 35°C (or no lower than 12°C in colder regions). The slurry's pH, free cyanide concentration, and dissolved oxygen content are monitored hourly; these parameters are maintained at stable levels through the automatic adjustment of reagent dosages and blower frequencies, thereby preventing the wasteful consumption of cyanide or incomplete leaching.
IV. Activated Carbon Adsorption Section (Core of Gold Enrichment)
Following the cyanide leaching process, the slurry flows directly into a CIP (Carbon-in-Pulp) adsorption system. This system utilizes the porous structure of activated carbon to selectively adsorb the gold-cyanide complexes present in the slurry, thereby achieving the separation of gold from the slurry. This constitutes a critical step in gold enrichment; notably, it eliminates the need for a separate solid-liquid separation stage, thereby significantly enhancing overall recovery efficiency.
1. Adsorption Operation: A system comprising 4 to 8 stages of counter-current adsorption tanks arranged in series is employed. Activated carbon is directly introduced into the leached pulp; as soon as gold-cyanide complexes are formed, they are immediately adsorbed onto the activated carbon. Agitation devices ensure thorough mixing of the pulp and carbon, and the adsorption kinetics follow a diffusion-surface reaction mechanism. The selected activated carbon must meet the following standards: particle size of 5–10 mesh, gold adsorption capacity of ≥10 g/kg, abrasion resistance of ≥99%, and an iodine value of ≥1000 mg/g. Coconut shell-based activated carbon is often the preferred choice due to its high microporosity and abrasion resistance.
2. Key Process Control: The concentration of activated carbon in the pulp (carbon-to-pulp ratio) is maintained at 5–10 g/L. Samples are collected every two hours to monitor the gold grade in the pulp and the gold loading capacity of the activated carbon within each adsorption tank. The target is to ensure that the gold concentration in the final adsorption tailings solution remains ≤0.02 mg/L. When the gold loading capacity of the carbon in the final-stage adsorption tank reaches a saturation level of ≥8 g/kg, it is promptly transferred to the desorption stage to prevent gold losses caused by adsorption saturation. Unsaturated activated carbon, conversely, is continuously recycled within the adsorption tanks, utilizing equipment such as air lifters and belt conveyors to facilitate its counter-current flow.
3. Carbon-Pulp Separation: Upon completion of the adsorption process, solid-liquid separation equipment—such as carbon-retention screens and vibrating screens—is used to separate the gold-loaded carbon from the barren pulp. The barren pulp is then directed to the subsequent tailings treatment section. This separation process must ensure that the residual activated carbon content in the barren pulp is virtually zero, thereby minimizing gold losses.
V. Gold-Loaded Carbon Desorption and Electrowinning Section (Core of Gold Purification)
The primary objective of this section is to elute (strip) the gold adsorbed onto the activated carbon and subsequently deposit the gold through electrolysis, yielding a high-grade gold sludge. This product serves as the foundation for the subsequent smelting into gold ingots. The process is Pided into two sequential steps: desorption and electrowinning.
1. Gold-Loaded Carbon Desorption: After separation, the gold-loaded carbon is washed to remove surface mineral fines and then fed into a high-pressure, corrosion-resistant desorption column. A high-temperature, high-pressure desorption process is employed, utilizing a 5% NaOH solution as the desorption fluid. The process parameters are controlled at a desorption pressure of 0.3–0.5 MPa, a temperature of 120–150°C, and a desorption duration of 12–20 hours. This causes the gold-cyanide complexes to elute from the micropores of the activated carbon, yielding a high-grade "pregnant solution" (desorption fluid) rich in gold. Upon completion of desorption, the residual gold content in the carbon is ≤0.5 g/kg, allowing it to proceed to the regeneration stage for recycling.
2. Activated Carbon Regeneration: The gold-depleted carbon (barren carbon) resulting from desorption is first washed with water to remove residual desorption fluid. It is then fed into a rotary kiln operating at approximately 800°C for calcination. This process burns off adsorbed organic matter and residual impurities, thereby restoring the carbon's pore structure and adsorption activity. The adsorption capacity of the regenerated carbon can reach over 90% of that of fresh carbon; it can then be returned to the adsorption section for recycling, thereby reducing production costs and minimizing solid waste emissions.
3. Gold Electrowinning: The pregnant solution obtained from desorption is fed into an electrowinning cell. The cell is constructed from stainless steel or titanium alloy, utilizing steel wool (or a ruthenium-coated titanium electrode) as the cathode and an inert material as the anode. A rectifier supplies a stable direct current, with the cell voltage controlled between 2.5–3.5 V and the current density between 200–300 A/m². The flow rate of the electrolyte is maintained to ensure that no precipitates adhere to the electrode surfaces. Under the influence of electrolysis, gold ions are reduced and deposited onto the cathode, forming gold-loaded steel wool (or "gold mud"). The electrowinning process typically takes 24–48 hours; the resulting gold mud possesses a grade of ≥50%, with the total content of impurities—such as silver, copper, and iron—being ≤30%.
VI. Gold Mud Smelting and Ingot Casting Section (Finished Product Output)
The gold mud obtained from electrowinning undergoes further pretreatment and smelting to remove impurities and enhance gold purity. It is ultimately cast into qualified gold ingots, marking the final stage of the entire process workflow.
1. Gold Sludge Pre-treatment: Remove the gold-bearing steel wool (or gold sludge) and subject it to low-temperature drying, controlling the moisture content of the dried sludge to ≤5%. Subsequently, acid-wash the material using a mixed solution of hydrochloric acid and nitric acid to remove surface impurities (such as iron, copper, etc.). Then, wash with clean water until neutral, ensuring that the content of soluble impurities after acid washing remains ≤5%.
2. Pyrometallurgical Smelting: Feed the pre-treated gold sludge into a smelting furnace (either an electric furnace or a reverberatory furnace). Add fluxes—such as borax and sodium carbonate—at a ratio of 10% to 15%. For electric furnaces, maintain the temperature above 1500°C; for reverberatory furnaces, utilize fuel combustion to generate high temperatures, controlling the smelting temperature between 1100°C and 1200°C. Hold the temperature for 60 to 90 minutes, allowing the fluxes to remove impurities from the ore and achieve the separation of gold from impurities. The final product is a gold ingot with a purity grade of ≥95%. If higher purity (≥99.99%) is required, further electrolytic refining can be performed, controlling the electrolyte gold concentration at 80–120 g/L, the cell voltage at 1.2–1.5 V, and the current density at 100–150 A/m² to yield high-purity gold ingots.
VII. Tailings and Tail Liquid Treatment Section (Environmental Compliance)
In the gold CIP (Carbon-in-Pulp) process, the tailings slurry and tail liquid remaining after leaching contain highly toxic cyanides. These materials must undergo detoxification treatment to meet regulatory standards before being discharged or recycled. This process prevents environmental pollution, minimizes gold losses, and ensures green production practices.
1. Tail Liquid Treatment: The barren slurry remaining after adsorption undergoes solid-liquid separation to yield the tail liquid. This tail liquid requires cyanide destruction treatment using either the alkaline chlorination method or the SO₂-air method. The process is controlled to ensure total cyanide levels remain ≤0.5 mg/L, gold concentration ≤0.02 mg/L, and pH values fall within the range of 7 to 9. Samples are collected and tested every hour; any tail liquid exceeding these limits is returned to the treatment system. Once compliance is achieved, the treated liquid can be recycled for use in upstream stages—such as grinding and leaching—thereby enhancing water resource utilization efficiency.
2. Tailings Treatment: The tailings slurry, having undergone cyanide detoxification, is directed to a tailings pond for further sedimentation and filtration. The objective is to control the total cyanide concentration in the discharged tailings to ≤ 0.5 mg/L and the gold grade in the tailings to ≤ 0.1 g/t. A portion of the tailings may be subjected to subsequent processing stages to recover residual gold, thereby enhancing resource utilization efficiency. The tailings pond must be properly lined to prevent leachate from contaminating groundwater and soil.
VIII. Core Process Characteristics and Key Considerations
(I) Core Characteristics
- No solid-liquid separation is required, resulting in a simplified workflow, lower equipment investment, and convenient operation; the process is well-suited for large-scale industrial production.
- High gold recovery rates—potentially exceeding 90% to 95%—are achievable; this method is particularly effective for low-grade gold ores and fine-grained disseminated gold deposits.
- Activated carbon can be regenerated and recycled, thereby reducing production costs; furthermore, the cyanide is managed within a closed-loop system, ensuring environmental safety and controllability.
- The process demonstrates strong adaptability, capable of treating a wide variety of gold-bearing raw materials, including quartz-vein gold ores, oxidized ores, flotation gold concentrates, and tailings from gravity separation or amalgamation processes.
(II) Key Considerations
- Cyanide is highly toxic; therefore, the dosage of chemical reagents must be strictly controlled throughout the entire production process. Comprehensive measures to prevent leaks and mitigate poisoning risks must be implemented; operators are required to wear appropriate protective equipment, and the workshop must be equipped with emergency response facilities.
- Critical parameters—such as grinding fineness, leaching pH, cyanide concentration, and dissolved oxygen levels—must be monitored in real-time and controlled with precision, as these factors directly influence the gold leaching and recovery rates.
- The performance of the activated carbon is paramount; its adsorption capacity and abrasion resistance must be tested periodically. Spent or ineffective carbon must be replaced promptly to prevent gold losses.
- Tailings and effluent must be treated in strict compliance with environmental standards; direct discharge without prior treatment is strictly prohibited. Discharge parameters must be monitored regularly to ensure full compliance with environmental regulations.
- Equipment—particularly critical machinery such as crushers, ball mills, and desorption columns—requires regular maintenance and servicing to prevent mechanical failures that could disrupt production continuity and process stability.