

impact crushers
Bearing overheating is a frequently occurring fault during the operation of tertiary cone crushers and impact crushers. It is primarily triggered by poor lubrication, overloaded operation, improper installation clearances, or insufficient heat dissipation. Its direct manifestation is an abnormal rise in temperature; if left unaddressed in a timely manner, this condition can easily escalate into a "stalling" event—where the equipment seizes up—leading to production interruptions and potentially causing permanent damage to core components such as bearings and spindles. This article aims to provide an in-depth analysis of the root causes behind bearing overheating and stalling in tertiary crushers, offer immediately actionable on-site troubleshooting solutions, and establish a long-term preventive maintenance framework to ensure the stable and efficient operation of the equipment.
Core Causes and On-Site Solutions
1. Lubrication System Failure: The Primary Culprit
Poor lubrication is the most common cause of bearing overheating in tertiary crushers. It directly compromises the oil film situated between the bearing raceways and the rolling elements, thereby triggering dry friction and instantaneous spikes in temperature.
• Specific Causes:
◦ Insufficient lubricant supply or excessively low oil levels.
◦ Degradation or contamination of the lubricant (e.g., ingress of water, dust, or metal debris).
◦ Use of an incorrect lubricant type or a mismatch in viscosity.
◦ Clogged lubrication lines or malfunctions within the lubrication pump (e.g., the dilute oil station).
• Solutions:
◦ Immediate Inspection: Shut down the equipment to inspect the oil level and quality. If the oil appears turbid or contains impurities, it must be immediately replaced with fresh lubricant of the exact same grade.
◦ System Cleaning: Thoroughly clean the oil lines and filters to ensure unimpeded oil flow.
◦ Grade Verification: Strictly adhere to the equipment's operation manual when selecting lubricants, ensuring the use of the specified brand and viscosity.
2. Equipment Overload Operation: Exceeding Design Limits
Continuous operation under overload conditions subjects the bearings to impact forces and pressures far exceeding their rated load capacity. This leads to a rapid increase in frictional heat and, ultimately, high temperatures resulting from heat accumulation; it is a potent trigger for equipment stalling in tertiary crushers.
• Specific Causes:
◦ Excessive or rapid material feeding, or the feed material's particle size exceeding the equipment's maximum allowable limit.
◦ The hardness or toughness of the feed material is excessively high and incompatible with the specific equipment model selected. ◦ Non-crushable objects (such as iron blocks) have entered the crushing chamber.
• Solution:
◦ Control Feeding: Strictly adhere to the equipment's rated capacity and feed particle size requirements; feed material uniformly and continuously to avoid "choke-feeding" (filling the chamber to capacity).
◦ Install Iron Removers: Install a strong magnetic iron remover at the front end of the feed conveyor belt to prevent iron objects and other non-crushable materials from entering.
◦ Inspect Materials: If switching to a different type of material, assess in advance whether its physical properties fall within the equipment's processing capabilities.
3. Installation and Assembly Issues: Hidden Risks from the Start
Improper installation clearances—such as setting the bearing internal clearance too tight, or incorrect interference fits between the bearing and the shaft/housing—can result in excessive internal preload within the bearing during operation, generating abnormal frictional heat.
• Specific Causes:
◦ Improper bearing installation, resulting in uneven load distribution.
◦ The internal clearance of the main shaft bearing has been adjusted too tightly.
◦ Wear or deformation of the bearing housing bore or main shaft journal, leading to misalignment (non-concentricity).
• Solution:
◦ Professional Installation: Bearing installation must be performed by qualified professionals to ensure cleanliness, proper alignment, and the use of correct tools.
◦ Adjust to Specifications: Strictly follow the standards outlined in the equipment's technical manual to remeasure and adjust the bearing clearance.
◦ Inspect Base Components: If wear is detected on the bearing housing or main shaft, repair or replace the affected components to restore baseline precision.
4. Insufficient Cooling and Heat Dissipation: Nowhere for Heat to Escape
If the frictional heat generated by the equipment itself—combined with ambient heat—cannot be dissipated in a timely manner, it can lead to the bearing temperature rising beyond acceptable limits.
• Specific Causes:
◦ The cooling water system (if applicable) is clogged, or the water pressure is insufficient.
◦ The ambient temperature surrounding the equipment is excessively high, or ventilation is poor.
◦ Bearing seals have failed, allowing dust ingress which exacerbates wear and temperature rise.
• Solution:
◦ Check Cooling System: Clean scale and deposits from the cooler to ensure unobstructed water flow, and verify that water pressure and temperature meet the required specifications.
◦ Improve Environment: Enhance ventilation and heat dissipation at the equipment site; avoid operating the machinery for extended periods in enclosed, high-temperature environments. ◦ Seal Replacement: Inspect and replace any failed bearing seals to prevent oil leakage and dust ingress.
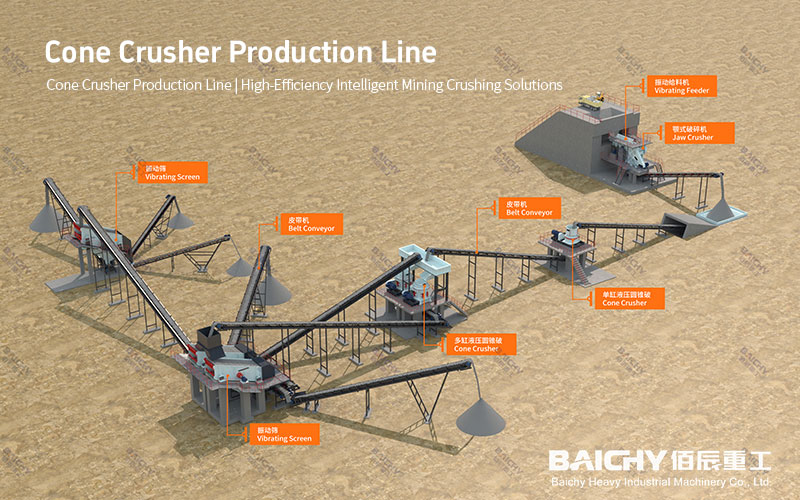
Three-Stage Crushing Production Line
Long-Term Preventive Maintenance Measures Table
| Maintenance Category | Specific Measures | Frequency/Standard |
| Lubrication Management | 1. Regularly check oil levels, pressure, and temperature. 2. Collect oil samples for analysis at prescribed intervals to provide early warnings. 3. Regularly clean or replace filter elements and screens. |
Daily inspections; Oil sample analysis every 3–6 months; Replace based on filter differential pressure indications. |
| Operational Monitoring | 1. Install online temperature sensors to monitor bearing temperatures in real-time. 2. Listen for abnormal operating noises and monitor for current fluctuations. |
24-hour continuous monitoring; Immediate troubleshooting upon detection of abnormal fluctuations. |
| Periodic Maintenance | 1. Regularly inspect bearing clearance and check for signs of wear. 2. Tighten anchor bolts and critical connection components. 3. Inspect and clean cooling/heat dissipation devices. |
Inspect during major overhauls (typically every 5,000 hours); Check and tighten monthly; Clean weekly. |
| Operational Protocols | 1. Strictly adhere to material feeding standards and operating procedures. 2. Conduct periodic training for operators. |
Continuous implementation; incorporated into performance evaluations. |
Why Choose Our Tertiary Crushers?
We fully understand that equipment reliability is the lifeline of our customers' production efficiency. From the very inception of their design, our tertiary crushers—encompassing series such as high-efficiency multi-cylinder hydraulic cone crushers and heavy-duty hydraulic impact crushers—prioritized the prevention of the aforementioned issues as a core consideration. As a result, they offer distinct advantages:
• Advanced Lubrication and Cooling Systems: Equipped as standard with a large-capacity dilute oil station and a high-efficiency plate cooler. A dual-circuit filtration system ensures oil purity, while an independent cooling system guarantees efficient heat dissipation even in high-temperature environments, thereby fundamentally mitigating the risk of lubrication-related failures.
• Heavy-Duty Core Component Design: Utilizes larger, higher-grade bearings and features an optimized bearing housing structure. This design delivers superior load-bearing capacity and significantly enhanced resistance to impact and overload conditions, effectively absorbing the instantaneous shocks generated during overloaded operation.
• Intelligent Condition Monitoring: An optional online monitoring system is available to provide real-time surveillance of critical parameters—such as bearing temperature, vibration, and oil pressure. This system issues early warnings for abnormal conditions, transforming "reactive maintenance" into "proactive prevention" and effectively averting sudden, unexpected shutdowns.
• Precise Installation Guidance and Training: We provide comprehensive technical guidance throughout the entire process to ensure that equipment foundation work and installation gap adjustments are executed correctly on the very first attempt. Furthermore, we offer systematic training on operation and maintenance to eliminate the risk of human error at the operator level.
Relevant Case Study: A large-scale granite aggregate production line previously suffered from frequent shutdowns caused by bearing overheating in its cone crusher—a unit supplied by a different manufacturer. After upgrading to our company's HPM400 multi-cylinder hydraulic cone crusher for the tertiary crushing stage, and following optimizations to the lubrication system and feeding strategy, the equipment operated continuously for over 6,000 hours without triggering a single bearing overheat alarm. Consequently, the production line's overall capacity increased by more than 20%.
Recommended High-Performance Equipment
For the tertiary (fine and medium) crushing of medium-to-hard materials (such as granite, river pebbles, and slag), we highly recommend the following:
1. HP Series Multi-Cylinder Hydraulic Cone Crusher: Utilizing the principle of inter-particle lamination crushing, this machine produces aggregates with an excellent particle shape. It features hydraulic adjustment of the discharge opening and hydraulic cavity clearing capabilities, along with robust iron-passing protection. It is the ideal choice for replacing traditional spring cone crushers in tertiary fine crushing applications, effectively minimizing the content of flaky and needle-like particles.
2. CI Series Heavy-Duty Hydraulic Impact Crusher: Suitable for materials of medium hardness or softer, as well as for applications where superior product particle shape is a critical requirement. The hydraulically actuated hood facilitates easy access for replacing wear parts, while the heavy-duty rotor design ensures a high crushing ratio and produces aggregates with a predominantly cubical shape.
Frequently Asked Questions (FAQ)
Q1: At what bearing temperature threshold should I become alert and take action?
A1: Typically, if the bearing housing temperature consistently exceeds 75°C, or if the temperature rise (the difference relative to the ambient temperature) exceeds 40°C, you should immediately investigate the underlying cause. If the temperature reaches 80–85°C, you should consider shutting down the equipment to conduct a thorough inspection and prevent further temperature escalation that could lead to bearing seizure. Please refer to your specific equipment's operation manual for precise alarm thresholds.
Q2: After replacing a bearing with a new one, why does it start to overheat again shortly after resuming operation?
A2: This is typically not an issue with the bearing itself, but rather a failure to address the underlying "root cause." Possible reasons include:
① Improper bearing installation or incorrect clearance adjustment;
② Wear on the mating journal or bearing housing bore, resulting in misalignment;
③ Latent issues within the lubrication system (e.g., minor blockages in oil passages or use of an incorrect lubricant);
④ Undetected minor overloading or dynamic imbalance issues within the equipment. We recommend conducting a comprehensive system-wide investigation rather than simply replacing the bearing.
Q3: How can one determine whether a machine stall (seizing) is caused by overloading or by damage to the bearing itself?
A3: You can attempt to manually "bar over" the shaft and monitor the electrical current. Stalling due to Overload: Typically, the current will spike to an abnormally high level just prior to the stall. After shutting down, if you can use a barring tool to rotate the main shaft—even slightly—and the rotation feels heavy but smooth and uniform, overloading is the likely cause. Stalling due to Bearing Damage: This may be accompanied by abnormal noises (such as grinding or clicking sounds). After shutting down, it is often completely impossible to manually rotate the shaft; alternatively, the rotation may feel jerky, uneven, or exhibit distinct sticking points. Regardless of the cause, you must first clear the crushing chamber to resolve any mechanical jamming before proceeding to disassemble and inspect the bearing.

About of Baichy Heavy Industry
Baichy Heavy Industry is a high-tech mining equipment company integrating R&D, manufacturing, sales, and after-sales service. Focusing on crushing, grinding, and mineral processing equipment, we provide professional solutions to our customers. We are ISO9001:2015 、certified, and our products include mobile crushing palnts, crawler crushing plant, construction waste crushing plants, jaw crushers, sand making machines, cone crushers, fine crushers, grinding mills, ball mills, etc., all with reliable performance to meet diverse project needs.
Our advantages:
• Professional pre-sales support: Free project design and comprehensive solutions to help you accurately select the right equipment;
• Comprehensive on-site service: Providing installation guidance and worker training to ensure smooth equipment commissioning;
• Reliable after-sales guarantee: A complete after-sales system, timely response to technical inquiries and equipment maintenance, ensuring long-term stable operation.
To protect your rights, please contact us through the following official channels for professional service:
Official Website Customer Service
https://wa.me/+8615093222637
Email: [email protected]
We are committed to providing high-quality equipment and full-cycle services to deliver comprehensive intelligent solutions for the global mining industry!