A flotation production line for polymetallic ores (containing copper, gold, lead, and zinc) with a daily processing capacity of 20 tons (20 TPD, equivalent to approximately 0.8–1.0 tons per hour) falls into the category of a small-scale pilot plant or a small-scale private beneficiation facility. Ores of this type typically possess complex characteristics and therefore require multi-stage flotation and a sophisticated reagent regime.
The following outlines a typical configuration scheme designed specifically for this scale:
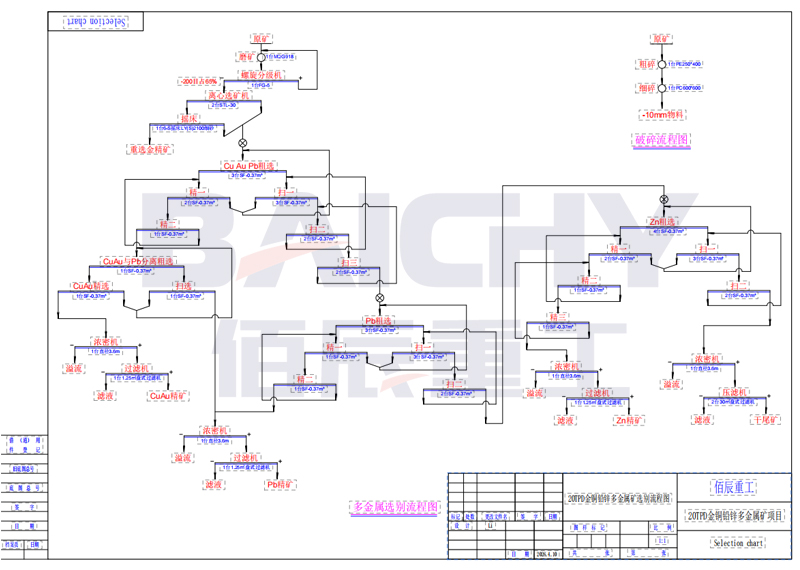
20 TPD Copper-Gold-Lead-Zinc Polymetallic Ore Flotation Project
I. Core Process Flow
Since the ore contains copper, lead, zinc, and gold, either a selective flotation or a partial bulk flotation process is typically employed:
1. Crushing and Screening: A two-stage, one-closed-circuit system is used to crush the run-of-mine (ROM) ore down to a particle size of -10 mm.
2. Grinding and Classification: A closed-circuit system comprising a ball mill and a spiral classifier is utilized; the required grinding fineness typically stipulates that 70%–85% of the material must pass through a -200 mesh screen.
3. Gravity Separation (Gold Recovery): A centrifugal concentrator or a shaking table is incorporated into the grinding circuit to recover coarse-grained gold that has been liberated during grinding, thereby capturing it early in the process.
4. Flotation Stages:
Lead-Gold Flotation: Zinc and sulfur depressants are added to selectively float a lead concentrate; gold typically reports to—and is recovered alongside—the lead concentrate.
Copper Flotation: The tailings remaining after lead recovery undergo either a copper-lead separation process or direct copper flotation (the specific approach is adjusted based on the paragenetic relationships of the minerals).
Zinc Flotation: Copper tailings are treated with copper sulfate to activate the zinc minerals, followed by zinc flotation.
5. Dewatering: The concentrates undergo dewatering using thickeners and filters.
II. 20 TPD Equipment Configuration List (Reference: 1 TPH)
| Stage | Equipment Name | Model/Specifications (Reference) | Power / Remarks |
| Feeding | Trough Feeder | 400x400 | 1.1 kW |
| Crushing | Coarse Jaw Crusher | PE 150x250 | 5.5 kW |
| Fine Jaw Crusher | PEX 150x750 | 11 kW | |
| Grinding | Grate-type Ball Mill | Φ900×1800 | 18.5-22 kW (Processing capacity: approx. 0.8-1.5 t/h) |
| Classification | High-weir Spiral Classifier | FLG-600 | 3 kW |
| Gravity Separation | Water-jacketed Centrifuge | STL-20 | Recovers particulate gold; improves overall recovery rate |
| Agitation | Reagent Mixing Tank | Φ1000×1000 | 3 Units (One each for Lead, Copper, and Zinc circuits) |
| Flotation | Lead Circuit Flotation Machine | SF-0.37 or XJK-0.37 | 6-8 Cells (Roughing, Scavenging, Cleaning) |
| Copper Circuit Flotation Machine | SF-0.37 or XJK-0.37 | 6-8 Cells | |
| Zinc Circuit Flotation Machine | SF-0.37 or XJK-0.37 | 8-10 Cells | |
| Dewatering | Thickener | Φ3m - Φ5m | Small-scale plants often use settling ponds as a substitute |
| Chamber Filter Press | 10-20 $m^2$ | To obtain finished concentrate powder |
III. Key Reagent Regime (Suggested)
Regulators: Lime (for pH control), Sodium Carbonate.
Depressants: Zinc Sulfate (for zinc depression), Sodium Cyanide (for sulfur/copper depression—environmental regulations must be strictly observed), Sulfites.
Activators: Copper Sulfate (essential for zinc flotation).
Collectors: Butyl Xanthate, Ethyl Xanthate, No. 25 Black Powder (for gold-lead flotation).
Frothers: No. 2 Oil (Pine Oil) or MIBC.
IV. Selection Recommendations and Considerations
1. Gold Distribution: For a 20-ton scale operation, it is typically difficult to produce four separate concentrates simultaneously. It is recommended to prioritize ensuring the quality of the Lead-Gold Concentrate and the Copper-Zinc Concentrate, or—depending on the relative value of the ore—to focus primarily on maximizing the recovery of gold and copper.
2. Modular Design: For operations of this small scale, it is recommended to utilize mobile/modular gold beneficiation units, where equipment is pre-mounted on steel frames to facilitate easy transportation, installation, and commissioning.
3. Reagent Testing: The characteristics of polymetallic ores can vary significantly; therefore, prior to configuring the circuit, it is mandatory to conduct small-scale laboratory flotation tests to determine the optimal sequence for depressing and activating each metal. Failure to do so will almost certainly result in issues such as high mutual contamination between concentrates and low overall recovery rates.
4. Recycled Water Utilization: Small-scale beneficiation plants are typically equipped with simple tailings ponds; utilizing recycled process water can significantly reduce beneficiation costs.
V. Frequently Asked Questions (FAQs)
Q1: How should grinding equipment be selected for a small-scale polymetallic flotation line with a processing capacity of 20 TPD (tons per day)?
A: For a daily processing capacity of 20 tons, the core grinding equipment recommended is a Φ900×1800 grate-type ball mill. This model offers a throughput range of 0.8 to 1.5 tons per hour, perfectly matching the requirements of a 20–30 TPD operation. This unit should be paired with an FLG-600 high-weir spiral classifier. Given the small scale of the operation, a single-stage closed-circuit grinding process is recommended, with the grinding fineness controlled such that 75%–85% of the material passes through a -200 mesh screen; this ensures the sufficient liberation (monomer dissociation) of the copper, lead, zinc, and gold minerals.
Q2: How can the efficient separation of four co-existing metals—copper, lead, zinc, and gold—be achieved?
A: The key to separating polymetallic ores lies in the strategy of "depressing zinc to recover lead, and activating zinc to recover sulfur." Typically, a preferential flotation process is employed: First, under strongly alkaline conditions, zinc and pyrite are depressed using zinc sulfate and sodium sulfite to preferentially float a gold-lead concentrate. Subsequently, the tailings undergo copper-lead separation (depending on the specific properties of the ore). Finally, copper sulfate is added as an activator to float the zinc concentrate. Given the small scale of the operation, the precision of reagent dosing is even more critical than in large-scale mines; therefore, it is recommended to install a micro-dosing automatic reagent addition system.
Q3: How can gold recovery rates be improved in a small-scale 20 TPD production line?
A: Incorporating a gravity separation stage prior to the flotation circuit is the most effective method for enhancing gold recovery rates. It is recommended to install an STL-20 water-jacketed centrifugal concentrator immediately before the classifier at the discharge end of the ball mill. This allows for the early capture of coarse, free gold particles present in the ore. By doing so, one can prevent these high-density coarse gold particles from settling to the bottom of the flotation cells and being lost; this approach typically boosts the overall gold recovery rate by 5% to 10%.